01 行業(yè)痛點(diǎn)
快速定位較多
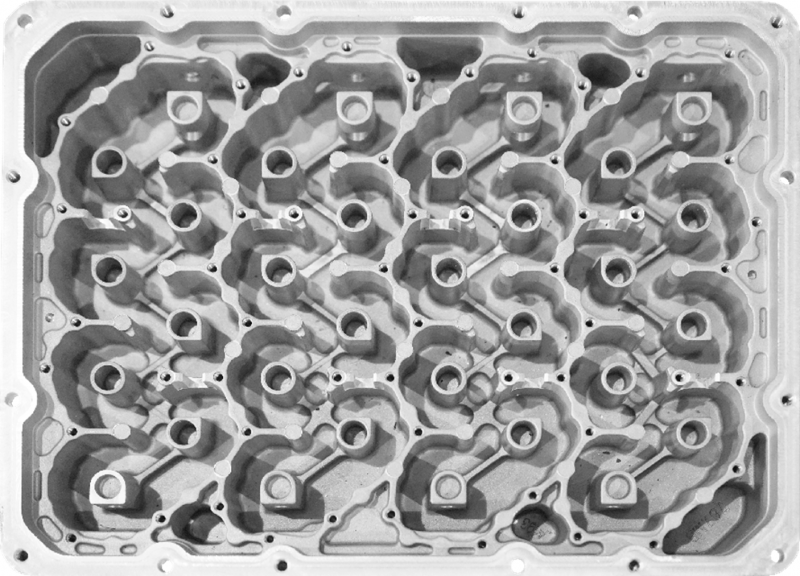
該零件特征種類較多,需反復(fù)換刀,無形增加了非加工時(shí)間的占比。
零件螺紋孔占比高
鉆孔和攻絲的效率對(duì)整體加工效率影響大,傳統(tǒng)攻絲速度較低。
零件加工面多
零件加工面多,需要進(jìn)行多道工序加工。如果多次裝夾,會(huì)增加裝夾成本和時(shí)間成本。
02 解決方案
高加速度技術(shù)
GSK 25i數(shù)控系統(tǒng)擁有S曲線加減速、加加速度控制等技術(shù),機(jī)床在執(zhí)行快速定位時(shí),系統(tǒng)會(huì)自動(dòng)啟動(dòng)高平滑起停算法。該技術(shù)可避免跟隨誤差,同時(shí)顯著提升快移速度的運(yùn)行效率。
高速鉆攻技術(shù),攻絲Smax:6000rpm
運(yùn)行GSK 25i數(shù)控系統(tǒng)的高速剛性攻絲和高速攻孔功能,可實(shí)現(xiàn)多孔加工最優(yōu)解。
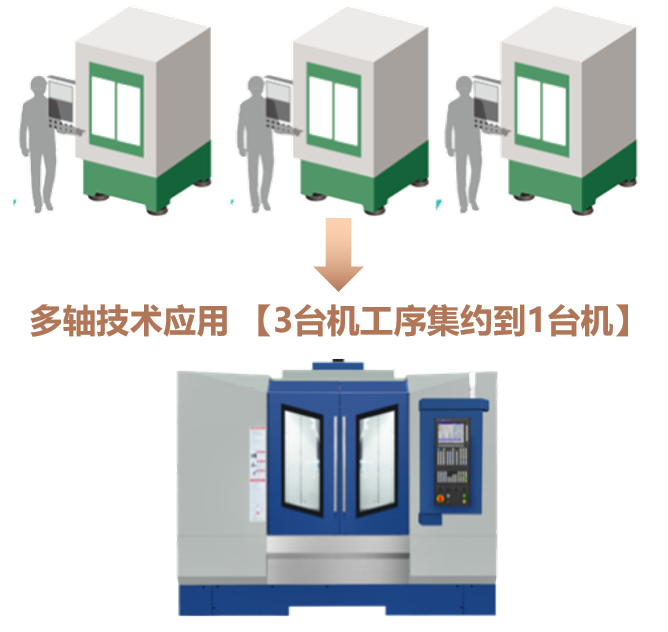
多軸控制技術(shù)
通過GSK 25i數(shù)控系統(tǒng)控制機(jī)床進(jìn)行四軸聯(lián)動(dòng),實(shí)現(xiàn)復(fù)雜表面、多維度特征的精密加工。
03 客戶收益
提升快移速度高達(dá)60m/min,加速度達(dá)1.2g。S6000rpm高速攻絲,攻M3螺紋1秒/孔,鉆D4底孔0.7秒/孔(S12000/F1400)。最終實(shí)現(xiàn)加工速度提高28%;
原本3臺(tái)機(jī)床工序集約到1臺(tái)機(jī)床上完成,節(jié)省了設(shè)備投入成本。