����01 �ИI(y��)ʹ�c(di��n)
��������ȥ���ʸ�
�����ӹ�����ȥ���ʸߵ��������(du��)�C(j��)���Ĺ������ӹ���ˇҪ�������
�����C(j��)�����ʲ������轵������/�M(j��n)�o������(d��o)��ȥ���ʟo(w��)���_(d��)��(bi��o)������������߀��(hu��)�ӄ����ߟ�Ħ�����s�̵��߉�����
�����ӹ��r(sh��)�](m��i)���x����m��������ˇ�ͅ���(sh��)���^(gu��)�ߵ���������(hu��)��(d��o)������p�Ļ���������|(zh��)�����F(xi��n)��y��
�������������a(ch��n)��Ҫ����߮a(ch��n)��
�����ӹ�����r(sh��)������ȥ����Խ�ߣ���ζ��Ҫ���M(f��i)����ļӹ��r(sh��)�g�������������a(ch��n)�sҪ������a(ch��n)�ʡ��ڙC(j��)���a(ch��n)��һ������r������Ҫ���ٵļӹ���ˇ��(l��i)���Ϯa(ch��n)����
����02 ��Q����
�����߹�������Ť�����S늙C(j��)
�������ô�������Ť�ص�GSK ZJY���S�ŷ�늙C(j��)�����C���S�D(zhu��n)�ٺ�������������
����U�͏�(qi��ng)���@����ˇ���ӹ�
����ʹ���ˏV�ݔ�(sh��)�ؼӹ����Ĕ�(sh��)��ϵ�y(t��ng)�����Sؓ(f��)�d���m��(y��ng)���g(sh��)���^(gu��)�d�r(sh��)���Ԅ�(d��ng)�{(di��o)��(ji��)�ٶ������o(h��)���ߺ������
�������ٔ[��(d��ng)�����ˇ���ӹ�
���������ˏV�ݔ�(sh��)�ؼӹ����Ĕ�(sh��)��ϵ�y(t��ng)��1000�γ���ǰհ���g(sh��)������܉�Eƽ��̎�����g(sh��)��
����03 �͑�����
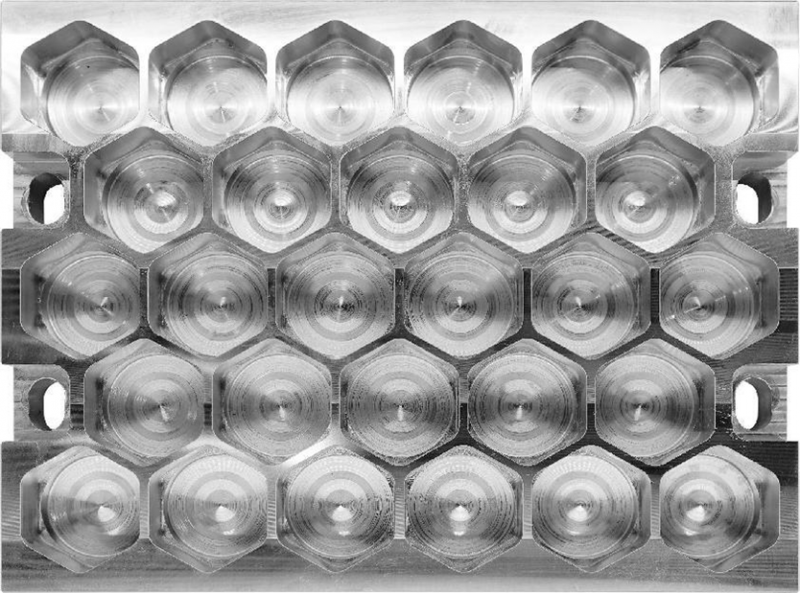
����ȥ����65% | Ч�����400%��
����φ50��һ���@��������26��/����
��������������167cm3/min��
����ʹ�ù��ʼs10KW��ʹ��Ť�ؼs102N·m�����������s4063N��